1. 辅助材料的种类和作用
在拉弧螺柱焊接时,辅助材料的作用就是帮助达到优质的焊接效果。这些辅助材料的种类有陶瓷环和使用保护气体。它们用作辅助引燃和螺柱尖端脱氧,不使用辅助材料的螺柱焊接叫做电弧无保护自然燃烧。大气的渗透增加了焊接时飞溅物的生成,较强的氧化层的生成以及出现焊接气孔。并且不使用辅助材料进行螺柱焊接会导致焊缝加强高不均匀和不美观,焊接强度也会下降。在螺柱焊大量生产时,对于6mm直径以下的螺柱,人们以降低焊接时间(10-30ms)和增加焊接电流强度的方法来达到较强的焊接强度和较好的焊缝外形以及减少对气孔生成的反应时间。使螺柱尖端带有浸入法兰,增加焊接平面等方法,能达到增加强度的效果(储能焊钉)。但是对大直径螺柱要附加条件地使用下列辅助材料。
2. 1.瓷环
对于直径超过10mm的螺柱,最普遍的是采用陶瓷环作保护。它的本质作用有:(1)它能将电弧聚焦在工件表面上,稳定电弧减少热量损失和降低冷却率以及避免电弧偏吹。
(2)因为它容许高温,在陶瓷环燃烧室形成的金属蒸气可以从切口排气逸出。这样就阻止了大气在工件表面停留以及减少了大气与熔池金属的作用。
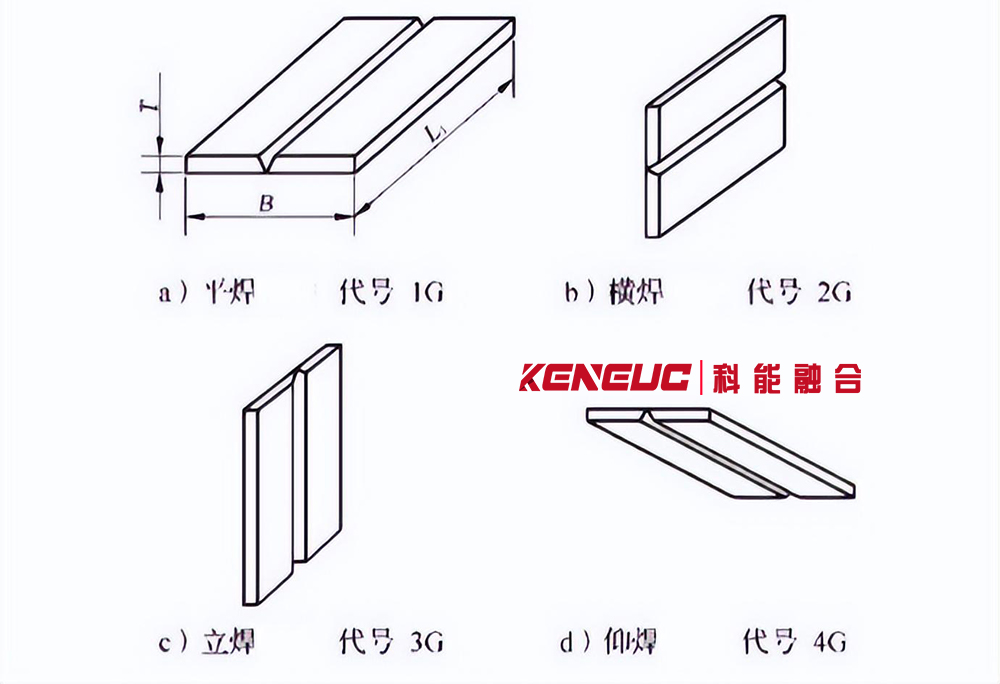
(3)螺柱浸入工件陶瓷环横向位移压力,能使熔池金属形成的焊缝加强高定型成为一个环形。在横向位置上施焊直径8mm以上螺柱时,仅能使用陶瓷环焊接。
陶瓷环是由便宜的物质组成,主要成分是镁-铝酸盐和部分氧化铝。重要的是要具有对温度变化的稳定性。
但是,陶瓷环只能用于一次焊接,而且一旦熔化金属固化后,通常是破裂除去的。
陶瓷环应储存在干燥的地方,假若陶瓷环受潮,应当对受潮陶瓷环加热干燥处理。
陶瓷环与螺柱装配必须同心。倾斜和不均匀接触的陶瓷环环口不能使用,否则影响螺柱在焊枪内向下运动,影响焊接质量。
根据 ISO13918标准。不同类型的螺柱应配用相应的陶瓷环。
3. 2.保护气体
保护气体能代替陶瓷环对焊接熔池起保护作用,因为在电弧区的大气被置换,这样大大地减小了焊接后气孔的生成概率。大约螺柱直径至12mm和在自动送料螺柱焊时,使用保护气体生产是可靠的。使用保护气体进行螺柱焊时,在焊接后要注意焊缝加强高是否均匀,对于16mm及以上直径的螺柱可以使用保护气体进行螺柱焊接。但是,要注意保护气体电弧磁场偏移(电弧偏吹)的问题,同时也要注意保护气体对螺柱和工件熔化起的作用,熔化金属表面张力将影响焊接加强高的形成和熔透深度。
在平面位置螺柱焊时。优先选用保护气体是基本原则。附加陶瓷环可以改善焊缝加强高和限定电弧接近工件表面。
螺柱焊在使用保护气体时,电弧电压下降约3V;而焊接时要得到相同的电弧功率,电流必须提高10%。对于使用具有下降曲线的电流,低的电弧电压强制达到稳定的焊接电流。
根据焊接螺柱的直径,一般保护气体的流量为4-8L/min。
通常焊接不锈钢螺柱用混合气体82%Ar和18%CO2;而对于铝及铝合金需用75%Ar和25%He。
4. 3.螺柱尖端附加物
通常对于使用陶瓷环拉弧螺柱焊的螺柱,焊接时间超过150ms的,不是带涂(喷)铝层就是用附加铝球。因为铝具有低电离特性,容易引燃。由于附加物和氧的高亲和力阻止了氧和碳的反应,并使熔池镇静。此外,化合氮增加了焊缝的细度并减少了气孔的生成。
在气体保护拉弧螺柱焊时,使用带铝球的螺柱会使焊缝加强高不均匀并覆盖有氧化皮。
声明:优质内容贵在与大家共享,部分文章来源于网络,如有侵权请告知,我们会在第一时间处理。合作交流请加微信