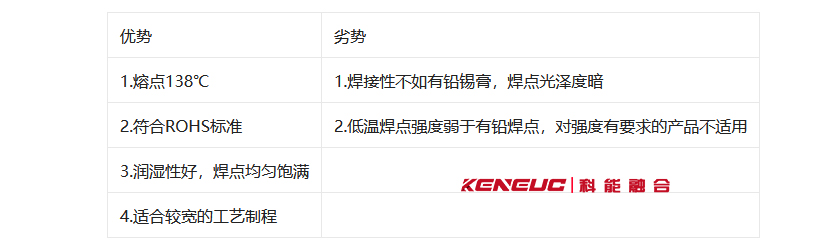
低温锡膏特性:我司采用的低温锡膏为ALPHA(CVP520)成份42Sn57.6Bi0.4Ag。此锡膏熔点为138℃,回流焊接峰值温度在170-200℃。其应用环境为元器件无法承受200℃及以上的温度且需要采用回流工艺时,可使用此低温锡膏进行回流焊接工艺。
 低温锡膏应用案例:某研究所一加工项目中提出两点工艺要求。1.印制板电装为有铅回流焊接工艺;2.电装完成的PCBA与金属外腔装连并采用回流焊接工艺固化。对于客户提供的加工要求,我方先进行产前工艺评估。对于第一要求完全能够满足,难点是第二要求因为前提条件是印制板电装采用的是有铅焊接工艺,如果PCBA和外腔回流固化也采用有铅工艺的话,PCBA上的器件就会进行重熔,这样的结果只会造成PCBA电路失效,所以判定必须采用低温锡膏焊接工艺来实现。采用低温焊接工艺来实现PCBA装连腔体回流焊接固化,必须满足的条件是PCBA板面温度必须在185℃以下(有铅熔点为183℃),即需依此为前提进行回流炉的温度设置与调校。
低温锡膏应用案例:某研究所一加工项目中提出两点工艺要求。1.印制板电装为有铅回流焊接工艺;2.电装完成的PCBA与金属外腔装连并采用回流焊接工艺固化。对于客户提供的加工要求,我方先进行产前工艺评估。对于第一要求完全能够满足,难点是第二要求因为前提条件是印制板电装采用的是有铅焊接工艺,如果PCBA和外腔回流固化也采用有铅工艺的话,PCBA上的器件就会进行重熔,这样的结果只会造成PCBA电路失效,所以判定必须采用低温锡膏焊接工艺来实现。采用低温焊接工艺来实现PCBA装连腔体回流焊接固化,必须满足的条件是PCBA板面温度必须在185℃以下(有铅熔点为183℃),即需依此为前提进行回流炉的温度设置与调校。
炉温的设置与调校:鉴于该焊接温度曲线只需要满足腔体与PCBA的焊接固化,所以温度曲线在预热与恒温区可按焊膏要求的温度和保温时间进行设定。重点是控制回流区的时间及温度,既要保证低温锡膏的完全回流又要预防PCBA上的有铅锡膏不能重熔,所以峰值区的调校的工艺窗口应设定在165-180℃之间,液相线(138℃)时间可以放宽在150-180s之间,让焊膏与金属腔体有更多的浸润时间,从而得到良好的焊接效果。



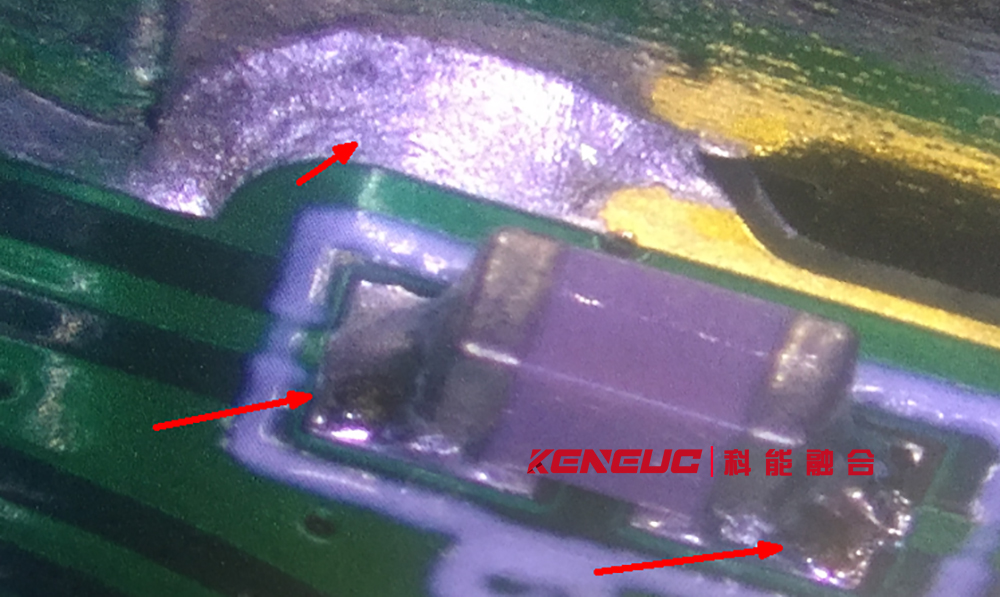

X关检查:PCBA与腔体焊接面如图3所示,焊接面颜色均匀,焊膏填充饱满,较少气泡存在。说明PCBA与腔体已完全回流。
低温锡膏的优劣势对比图:
炉温的设置与调校:鉴于该焊接温度曲线只需要满足腔体与PCBA的焊接固化,所以温度曲线在预热与恒温区可按焊膏要求的温度和保温时间进行设定。重点是控制回流区的时间及温度,既要保证低温锡膏的完全回流又要预防PCBA上的有铅锡膏不能重熔,所以峰值区的调校的工艺窗口应设定在165-180℃之间,液相线(138℃)时间可以放宽在150-180s之间,让焊膏与金属腔体有更多的浸润时间,从而得到良好的焊接效果。
回流焊设备温度设定图
KIC炉温测试仪曲线测试图
焊点分析:
光学检查:PCBA和腔体焊接效果如图1所示,PCBA和腔体连接处焊点表面光滑,焊点无凹凸不平现象,光泽度均匀。说明焊膏熔化后充分扩散,形成了均质焊点。而且PCBA板面焊点也无重熔现象,表明采用的低温锡膏焊接工艺完全能够满足客户要求。X关检查:PCBA与腔体焊接面如图3所示,焊接面颜色均匀,焊膏填充饱满,较少气泡存在。说明PCBA与腔体已完全回流。
结论
- 经过上述大量工艺验证结果,证实了新工艺的导入是成功的,也表明我们已具备有将产品进行梯度温度回流的工艺能力。我们将持续进行工艺改进与引入,扩大工艺窗口。
- 对于焊膏的选用因该根据其自身特性进行评估,才能够发挥它最大的优势。